Lötspitzen & Standzeiten
So erzielen Sie auch unter Bleifrei das Optimum
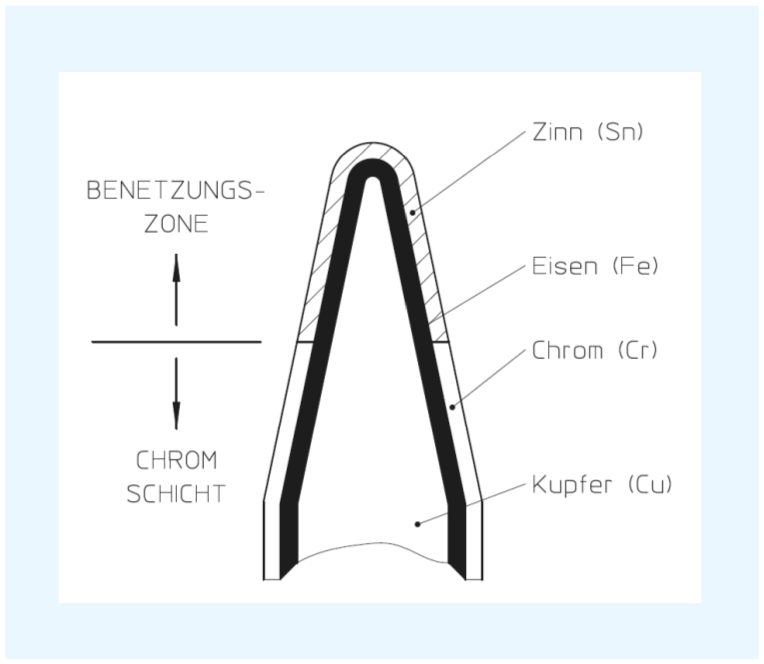
Aufbau der Lötspitze
Kupferkern:
Tellurkupfer, oxidationsreduziertes Material, gut zerspanbar. Verantwortlich für die Wärmeleitfähigkeit der Lötspitze.
Eisenschicht:
Wird galvanisch aufgetragen. Verantwortlich für die Lebensdauer der Lötspitze. Ablegierraten 40 – 50 Lötzyklen pro μm Eisen.
Chromschicht:
Wird galvanisch aufgetragen. Unbenetzbarer Teil der Lötspitze. Verantwortlich für die Begrenzung der Benetzungszone.
Benetzungszone:
(siehe chromfreie Zone) Verantwortlich für die Lötbarkeit der Lötspitze.
Bleifreie Vorverzinnung:
Verantwortlich für die Aktivierung der Lötspitze und die Benetzungsfähigkeit im Auslieferungszustand. Die Vorverzinnung kann sowohl galvanisch als auch durch Tauchverzinnung aufgebracht werden.
Die Benetzungszone der Lötspitze
 Die Benetzungszone trägt zur Wärmeübertragung bei.
Die Benetzungszone trägt zur Wärmeübertragung bei.
Voraussetzung für eine Benetzungszone sind die intermetallischen Verbindungen zwischen Eisenschicht (Fe) und dem Zinnanteil (Sn) in der Lotlegierung.
Beim Auftreten einer intermetallischen Verbindung kann man davon ausgehen, dass die Lötspitze mit der Lotlegierung eine feste Verbindung eingegangen ist und benetzbar ist.
Die Anzahl der intermetallischen Verbindungen nimmt mit der Temperatur zu und führt zu höherer Korrosionsrate durch das Flussmittel, zu höherer Ablegierungsrate und höherer Oxidation.
Abnutzung der Lötspitze
Der Kupferkern der Lötspitze ist zum Schutz gegen Korrosion durch das Flussmittel und gegen Migration durch die Lotlegierung, mit einer Eisenschicht überzogen.
Durch einen Zinnanteil von über 95% im bleifreien Lot stellt die Ablegierung (Migration) der Eisenschicht ein neu hinzugekommenes Problem für die Lötspitzenstandzeit dar.
Die Korrosionsrate und die Ablegierrate und somit der Abtrag an der Lötspitze sind abhängig von der Legierung und der Temperatur.
Mechanische Einfl üsse durch kundenspezifi sche Anwendungen tragen zusätzlich zur Abnutzung bei.
Durch den Lötprozess wird jede Lötspitze früher oder später abgenutzt sein. D.h. die Eisenschicht ist aufgebraucht und es ist kein Schutz mehr für den schnell korrodierenden Kupferkern vorhanden.
Die Standzeit der Lötspitze wird somit durch die Eisenschichtdicke bestimmt.
Bei abgenutzter Eisenschicht hat die Lötspitze ihre maximale Lebensdauer erreicht. Zu erkennen ist dieser Zustand durch eine Lochbildung im Kupferkern.
Die Abnutzung der Lötspitze lässt sich so in 3 Bereiche aufteilen:
- chemische Reaktion (Korrosion)
- metallische Reaktion (Ablegierung)
- mechanische Belastung
Die Lötspitze ist ein Verschleißteil. Die Standzeit der Lötspitze kann durch richtige Pfl ege der Löttemperatur und der richtigen Auswahl des Lötdrahtes deutlich erhöht werden.
Oxidation der Lötspitze
Eine Lötspitze oxidiert unter Sauerstoffatmosphäre und bildet eine Oxidschicht an der Oberfläche.
Die Oxidschicht ist meist mit dem verwendeten Flussmittel nicht mehr zu durchbrechen und bleibt unbenetzbar.
Unbenetzbare Lötspitzen haben eine wesentlich schlechtere Wärmeübertragung.
Das Oxidationsrisiko steigt mit steigender Temperatur (450°C < 1min).
Eine mit Lötzinn benetzte Lötspitze verhindert die Sauerstoffzufuhr an der Benetzungsfläche und verhindert die Oxidation.
Das Oxidationsrisiko kann durch eine entsprechende Lötspitzenpflege erheblich reduziert werden. (Temperatur, Reinigung, Stand by-Funktion, Tip Aktivator).
Die Eisenschicht der Lötspitze
Die Eisenschicht wird galvanisch auf den Kupferkern aufgebracht und weist eine Schichtdicke von 150 μm bis 400 μm auf, abhängig von der Lötspitzengeometrie.
Die galvanische Behandlung der Lötspitze stellt einen technisch sehr aufwendigen Prozess bei der Lötspitzenherstellung dar.
Es besteht ein linearer Zusammenhang zwischen der Eisenschichtdicke und der Standzeit der Lötspitze.
Die Eisenschicht hat drei wesentliche Eigenschaften:
- Schutz vor Verschleiß
- gute Benetzbarkeit
- spez. Wärmeleitfähigkeit 5 mal schlechter als Kupfer. (Nachteil)
Einfluss der Eisenschicht auf die Lötspitzengeometrie
Die Eisenschichtdicke ist der Lötspitzengeometrie angepasst.
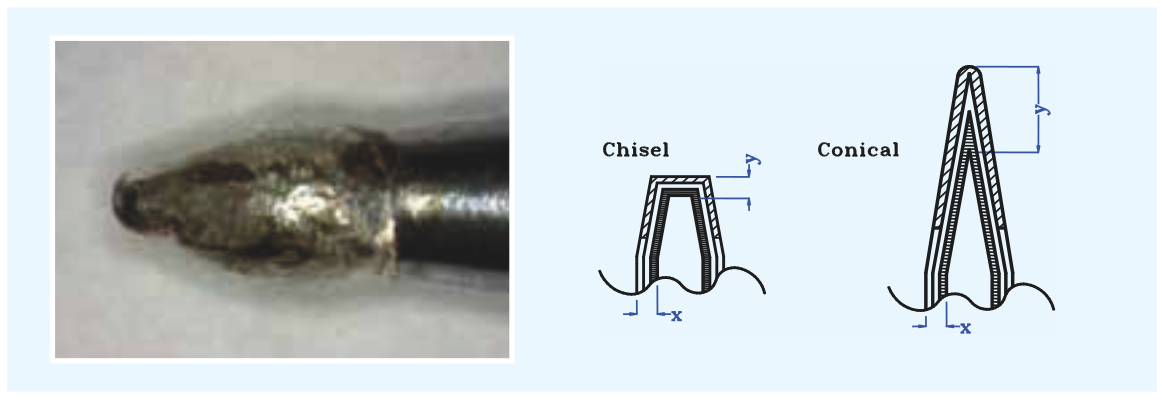
Eine dicke Eisenschicht reduziert die Wärmeleitfähigkeit und wirkt sich in besonderen Maße bei feinen, konischen Lötspitzen aus.
Konische Lötspitzen weisen geometrisch bedingt eine geringere Kupfermasse am vorderen Ende auf, zudem bildet sich innerhalb der Benetzungszone die Eisenschicht zunehmend zu einer reinen Eisenspitze aus.
Die maximale Eisenschichtdicke bei feinen Lötspitzen ist daher physikalisch begrenzt und beträgt < 150 μm. Höhere Eisenschichtdicken schränken die Leistungsfähigkeit der Lötspitze in zu hohem Maß ein.
Beim Löten mit feinen Spitzen entsteht der Eff ekt, dass sich Lottropfen auf der Benetzungsfl äche nach oben / hinten verteilen. Durch eine angepasste Eisenschichtdicke wird dieser Eff ekt minimiert.
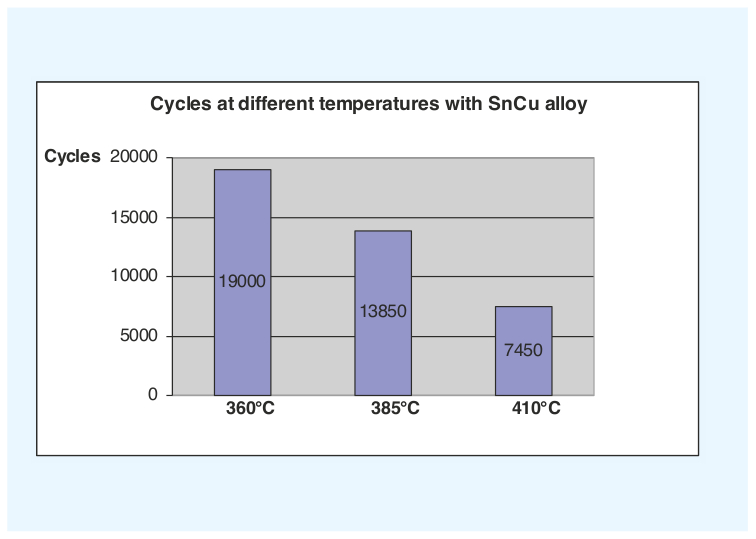
Einfluss der Temperatur auf die Lötspitzenstandzeit
Die Lötspitzentemperatur hat einen wesentlichen Einfl uss auf die Lötspitzenstandzeit.
Die Korrosionsrate und die Ablegierrate erhöht sich mit steigender Temperatur sehr stark. Der Verschleiß steigt überproportional.
Bei einer SC-Legierung verringert sich die Standzeit im Temperaturbereich zwischen 360°C und 410°C durchschnittlich um 230 Lötstellen / °C (40%)
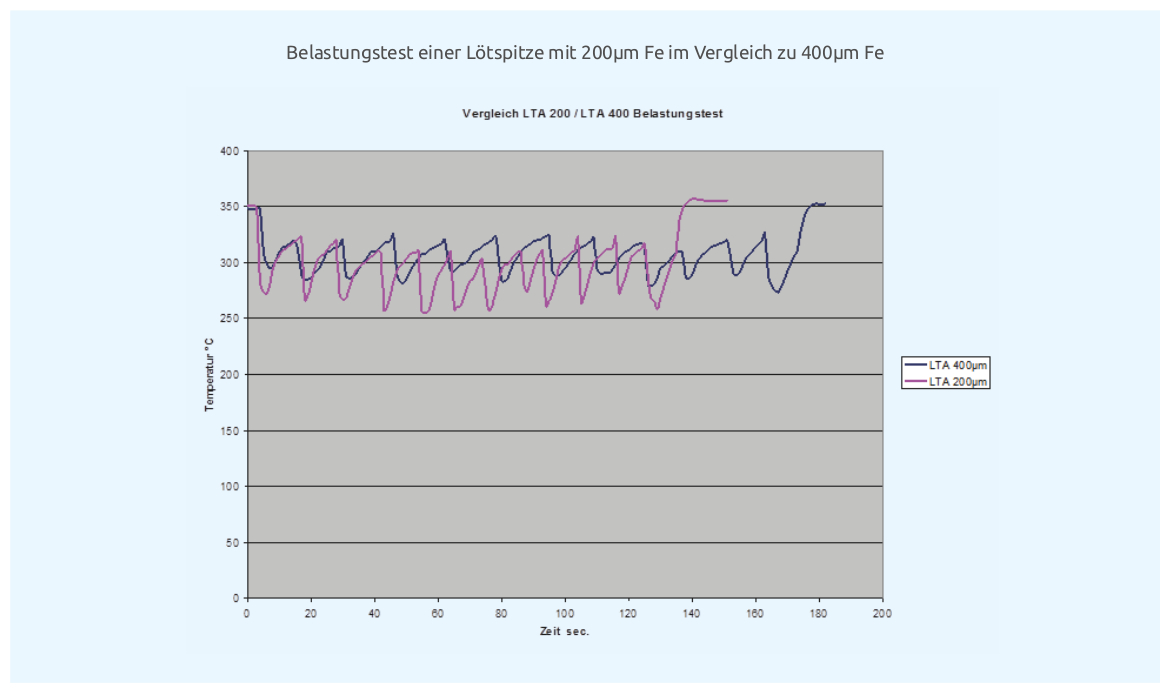
Einfluss der Eisenschicht auf die Leistungsfähigkeit
Mit der Erhöhung der Eisenschichtdicke erhalten wir gleichzeitig eine Reduzierung des Wärmeübertra-gungsverhaltens. Mit dem Versuch, dies mit einer Temperaturerhöhung zu kompensieren, würde sich die Situation extrem verschlechtern.
Höhere Temperaturen erhöhen die Ablegierung der Lötspitze mit dem zusätzlichen Risiko der Oxidation, die die Lötspitze unbenetzbar macht.
Niedrige Temperaturen (empfohlen 350°C – 385°C) und eine gute Wärmeübertragung sind die Grundvo- raussetzung im Umgang mit bleifreiem Lot. Das bedeutet, die Verwendung der größtmöglichen Lötspit-zenform und der Einsatz einer Meißelform anstatt einer konischen Form ist zu bevorzugen.
Das verwendete Lötgerät ist ebenfalls ein wichtiger Bestandteil beim Löten mit bleifreiem Lot. Verluste beim Wärmeübertragungsverhalten durch eine höhere Eisenschicht können mit einem leistungsfähigen „silver line“ Lötwerkzeug ausgeglichen werden.
Die patentierten „silver line“ Weller Lötwerkzeuge erfüllen diese Forderungen durch ein optimales Regelverhalten, schnelle Aufheizzeiten und bestmögliche Wärmeübertragung.
Hinweise zum Löten: So erzielen Sie auch unter Bleifrei das Optimum
Vermeiden Sie Temperaturerhöhungen bzw. Löttemperaturen über 385°C. Der Verschleiß der Lötspitze erhöht sich drastisch, das Flussmittel verbrennt zu schnell und verursacht Flussmittelrückstände auf der Lötspitze. Eine niedrigere Löttemperatur reduziert das Oxidationsrisiko und vermindert das Flussmittelspritzen.
Mit dem Einsatz von leistungsfähigen „silver line“ Lötwerkzeugen von Weller mit optimalem Wärmeübertragungsverhalten können Temperaturerhöhungen vermieden werden.
Verwendung der größtmöglichen Lötspitzenform um die Wärmeübertragung zu optimieren.
Anwendung von Trockenreinigung hält die Lötspitze besser benetzungsfähig.
Reinigung der Lötspitze vor dem Lötprozess und nicht nach dem Lötprozess. Vermeiden Sie trockene, gereinigte Lötspitzen in der Lötkolbenablage, wenn das Lötwerkzeug nicht in Gebrauch ist.
Verwenden Sie Funktionen zur Temperaturabsenkung (Stand by, Auto off, Schaltablage) oder schalten Sie Ihr Lötwerkzeug bei längeren Lötpausen ab.
Regelmäßiges Verzinnen der kompletten Benetzungszone und/oder die Verwendung eines Tip Aktivator hält die Benetzung der Lötspitze aufrecht.
Die Lötspitzenstandzeit kann erhöht werden durch mikrolegierte Lote.
Thomas Fischer
Entwicklungsleiter Weller GmbH